
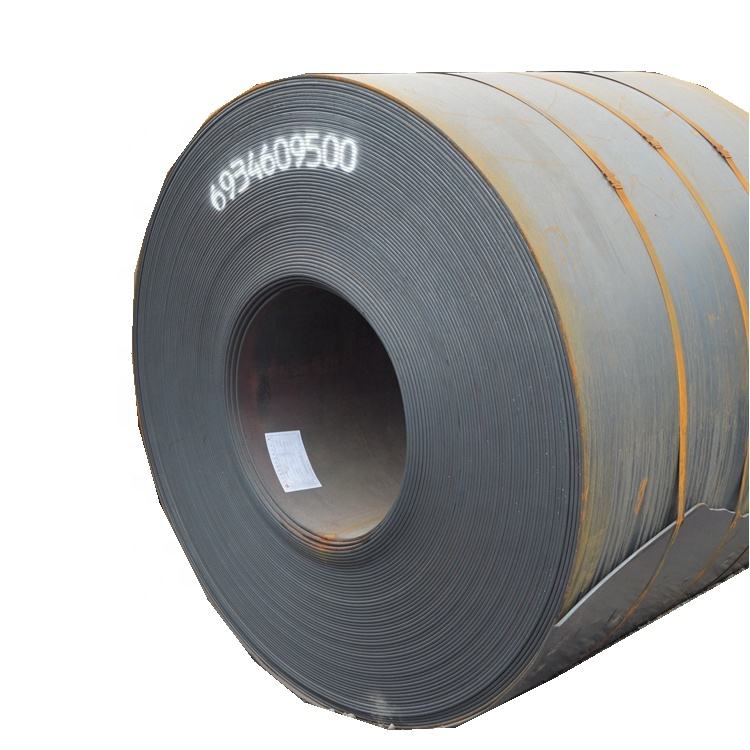

Ss400, Q235, Q345 Sphc ബ്ലാക്ക് സ്റ്റീൽ കാർബൺ സ്റ്റീൽ കോയിൽ അയൺ സ്റ്റീൽ മെറ്റൽ Hr ഹോട്ട് റോൾഡ് സ്റ്റീൽ കോയിൽ
ഹോട്ട്-റോൾഡ് സ്റ്റീറ്റ്/കോയിൽ അവസാനത്തെ ഹോട്ട് സ്റ്റീൽ സ്ട്രിപ്പ് മിൽ പൂർത്തിയാക്കുന്നതിൽ നിന്ന് ലാമിനാർ ഫ്ലോ കൂളിംഗ് വഴി സെറ്റ് ടെമ്പറേച്ചറിലേക്ക്, വിൻഡർ കോയിൽ, കൂളിംഗിന് ശേഷമുള്ള സ്റ്റീൽ കോയിൽ, വ്യത്യസ്ത ഫിനിഷിംഗ് ലൈൻ (ഫ്ലാറ്റ്) ഉപയോഗിച്ച് ഉപയോക്താക്കളുടെ വ്യത്യസ്ത ആവശ്യങ്ങൾക്കനുസരിച്ച് , നേരെയാക്കൽ, തിരശ്ചീന അല്ലെങ്കിൽ രേഖാംശ മുറിക്കൽ, പരിശോധന, തൂക്കം, പാക്കേജിംഗ്, ലോഗോ മുതലായവ) ഒരു സ്റ്റീൽ പ്ലേറ്റ്, ഫ്ലാറ്റ് റോൾ, രേഖാംശ കട്ടിംഗ് സ്റ്റീൽ സ്ട്രിപ്പ് ഉൽപ്പന്നങ്ങൾ എന്നിവയായി മാറുന്നു.ഹോട്ട് റോൾഡ് സ്റ്റീൽ ഉൽപ്പന്നങ്ങൾക്ക് ഉയർന്ന ശക്തിയും നല്ല കാഠിന്യവും എളുപ്പമുള്ള സംസ്കരണവും നല്ല വെൽഡബിലിറ്റിയും മറ്റ് മികച്ച ഗുണങ്ങളും ഉള്ളതിനാൽ, ഇത് കപ്പൽ നിർമ്മാണം, ഓട്ടോമൊബൈൽ, പാലം, നിർമ്മാണം, യന്ത്രങ്ങൾ, പ്രഷർ വെസൽ, മറ്റ് നിർമ്മാണ വ്യവസായങ്ങൾ എന്നിവയിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു.
| ഗ്രേഡ് | റാങ്ക് | രാസഘടന(%) | ||||
| Q215 | C | Mn | Si | S | P | |
| A | 0.09~0.15 | 0.25~0.55 | ≤0.3 | ≤0.05 | ≤0.045 | |
| B | ≤0.045 | |||||
| Q235 | A | 0.14~0.22 | 0.30~0.65 | ≤0.3 | ≤0.05 | ≤0.045 |
| B | 0.12~0.20 | 0.30~0.70 | ≤0.045 | |||
| C | ≤0.18 | 0.35~0.80 | - | ≤0.04 | ≤0.04 | |
| D | ≤0.17 | ≤0.035 | ≤0.035 | |||
| Q255 | A | 0.18~0.28 | 0.40~0.70 | ≤0.3 | ≤0.05 | ≤0.045 |
| B | ≤0.045 | |||||
| Q275 | 0.28~0.38 | 0.50~0.80 | ≤0.35 | ≤0.05 | ≤0.045 | |
ഇരുമ്പിന്റെയും കാർബണിന്റെയും ഒരു അലോയ് ആണ് കാർബൺ സ്റ്റീൽ.സ്റ്റെയിൻലെസ് സ്റ്റീലിനെ അപേക്ഷിച്ച് ഇതിന് ഉയർന്ന കാർബൺ ഉള്ളടക്കവും കുറഞ്ഞ ദ്രവണാങ്കവും കൂടുതൽ ദൃഢതയും ഉണ്ട്.
സമുദ്ര ഘടനകൾ, വൈദ്യുത നിലയങ്ങൾ, ഗതാഗതം, രാസ സംസ്കരണം, പെട്രോളിയം ഉൽപ്പാദനം, ശുദ്ധീകരണം എന്നിവയുൾപ്പെടെ വലിയ തോതിൽ വ്യാവസായിക ആവശ്യങ്ങൾക്കായി ഏറ്റവും വ്യാപകമായി ഉപയോഗിക്കുന്ന എഞ്ചിനീയറിംഗ്, നിർമ്മാണ സാമഗ്രിയാണ് കാർബൺ സ്റ്റീൽ.

Δ ഹോട്ട് റോൾഡ് മെറ്റീരിയൽ കോൾഡ് റോൾഡ് അനീലിംഗ് ഫർണസിലും ആസിഡിൽ അച്ചാറിട്ടതിനുശേഷവും അനീലിംഗ് ആണ്.
Δ എല്ലാ മിൽ റോളുകളും ആദ്യത്തെ ഷിഫ്റ്റ് ഓപ്പറേഷന് ശേഷം കൃത്യമായ ചാംഫറിംഗ് ഉപയോഗിച്ച് കൃത്യമായ ഗ്രൈൻഡിംഗ് മെഷീനിൽ പൊടിക്കുന്നു.
Δ എല്ലാ ഷീറ്റുകളും വ്യത്യസ്ത ടാങ്കുകളിൽ അച്ചാറിടുകയും അയയ്ക്കുന്നതിന് മുമ്പ് ഷീറ്റുകൾ ബ്രഷ് റോൾ മെഷീനിൽ ഉണക്കുകയും ചെയ്യുന്നു.
Δ ഈ ഷീറ്റുകൾ വീണ്ടും അനീലിംഗ് ചെയ്യുന്നു, തുടർന്ന് ആസിഡിൽ സ്ട്രെയ്റ്റൻ ചെയ്യുന്നതിനും അച്ചാറിടുന്നതിനുമുള്ള യന്ത്രത്തിലേക്ക് അയക്കുകയും വലുപ്പവും ഗുണനിലവാരവും അനുസരിച്ച് പാക്കിംഗിനായി അയയ്ക്കുകയും ചെയ്യുന്നു.
Δ പരിശോധന വിവിധ ഘട്ടങ്ങളിൽ നടക്കുന്നു.റോളിംഗ്, അനീലിംഗ്, അച്ചാർ, മാലിന്യ സംസ്കരണം തുടങ്ങിയവയിലൂടെ ആന്തരിക പ്രക്രിയയുടെ മൊത്തത്തിലുള്ള ശരിയായ നിയന്ത്രണം സ്റ്റാഫ് അനുഭവിച്ചറിയുന്നു.
നിങ്ങളുടെ സന്ദേശം വിടുക:
-
മുൻകൂട്ടി ചായം പൂശിയ ഗാൽവനൈസ്ഡ്/ ഗാൽവാല്യൂം ഇസഡ്...
-

കോൾഡ് റോൾഡ് PE/ PVDF/ HDP/ SMP പ്രീപൈന്റഡ് സിങ്ക് ...
-
0.12~1.5mm Gi, Gl, PPGI, PPGL കളർ കോട്ടഡ് പ്രെപ്പ്...
-
റെഡ് ബ്ലൂ RAL സീരീസ് കളർ കോട്ടഡ് സ്റ്റീൽ കോയിൽ അവൾ...
-

PPGI കളർ കോട്ടഡ് സ്റ്റീൽ കോയിൽ Z40 Z80 Z100 Z200 ...
-

ചൈന ഫാക്ടറി ഹോട്ട് സെയിൽ PPGI/ PPGL ഷീറ്റ് Z30-275...







